Defects in Gramophone Records
By William D. Owen and H. Courtney Bryson (The Gramophone, December 1931 and January 1932). Introduction by Roger Beardsley.
Introduction
This particular series of articles, which originally appeared in The Gramophone, is an early version of parts of various chapters that appeared in The Gramophone Record, by H. Courtney Bryson (Ernest Benn & Co. 1935).
At a time when the recording companies insisted upon secrecy so as to protect their technical knowledge and assets, The Gramophone Record was quite a departure from that practice.
The various possible faults and their causes, discussed in these articles (and of course the 1935 book), resurrect knowledge of the way in which 78rpm gramophone records were made. Armed with that, today’s transfer engineer will have a far better idea as to how to deal with the difficulties encountered when making good transfers.
Summary of record defects
| PROCESS | STAGE | DEFECT |
| I. Studio |
|
|
| II. Recorder |
|
|
| III. Stamper production |
|
|
| IV. Moulding |
|
|
| V. Storage |
|
|
RECORD MANUFACTURE
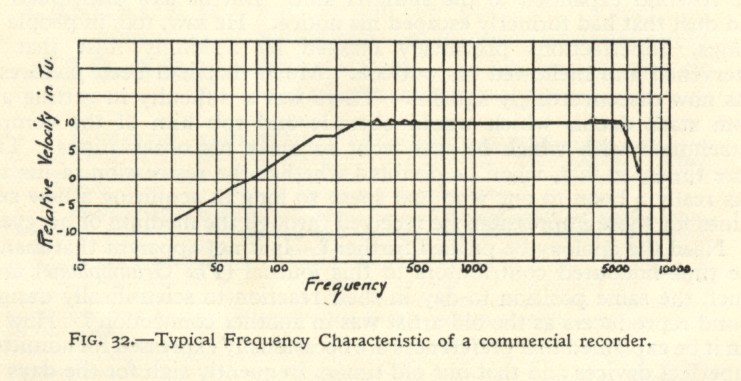
The microphone used in modern recording practice is a relatively insensitive device a defect that is offset by its faithful response characteristics. An amplifier has therefore to be interposed between the microphone and the electro magnetically controlled cutting tool. This amplifier is designed to cut off the bass, in accord with a recording policy, so as to give an over all response characteristic as shown below which has the authority of the Bell Telephone Laboratories where much of the recent development work has been carried out.
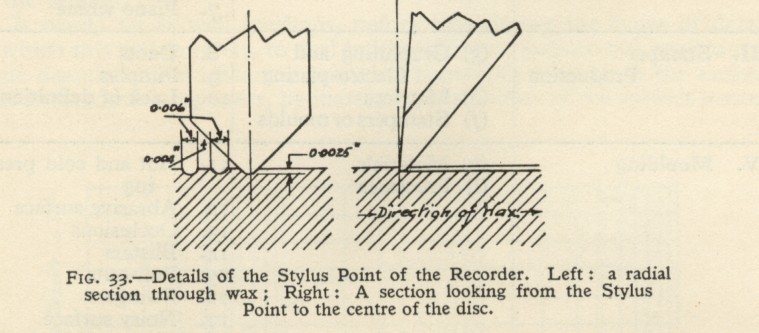
A precision lathe, with a heavy horizontal face plate running at a uniform rate Of 78 r.p.m. presents the upper surface of a polished wax blank to the cutting tool (Figure 33) which traverses the record radially in such a manner as to trace an Archimedean spiral having about one hundred convolutions to the inch. The control exercised by the microphone equipment manifests itself in a lateral displacement of the spiral on both sides of the mean position. The amplitude and extent of these lateral displacements are governed by the intensity and frequency of the original sound.
The wax blank is dusted with the finest graphite procurable in order to render it electrically conductive. This operation demands much skill and experience, for the success of all subsequent operations, as well as the lustre of the finished record, depends upon obtaining a brilliant and even film. The wax is then immersed in an electro plating bath and a copper “master” deposited thereon by electro deposition. This “master” is a negative of the original wax, the original grooves now being represented by ridges on the surface. From this, by an exactly similar electro plating process, a copper “mother” is produced, identical with the original but in copper instead of wax. It is from the “mother” that the metal stampers or moulds are made by a repetition of the electro deposition process, these stampers having their surface plated with nickel or chromium in order that they may stand up better to erosion. The rigidity is increased by backing up the thin shell with 1/8th inch copper disc.
Two such stampers are mounted on the top and bottom platens of an hydraulic press of special construction and are closed on to a thermo plastic compound which emerges from the press as the record of commerce.
A full description of the process, showing the presses used and other technical details, has been published in the technical literature (The Manufacture of Gramophone Records. British Plastics Vol. I, pp. 187, 336, 442 & 539).
DEFECTS IN RECORDS
The following consideration of the faults summarised in Table 1 is not in any sense exhaustive; nor is it critical. In fact the authors are prompted, at this point, to say a few words about the vigorous system of examination adopted in the large gramophone factories in order to prevent faulty records passing out. Every, say, 20th record produced in the press is taken and tested visually and aurally and if any defect is found, the previous 19 are played over till the faulty one (if it were a stamper fault) is discovered. An ordinary person could examine dozens of rejected records in a gramophone factory without discovering the reasons for their rejection, so minute are the faults. Nevertheless defective pressings do get through as the following statement will show.
1. Blasting is a form of distortion due to the limitations of a type of microphone seldom used nowadays. It affects all sounds exceeding a certain energy level, such as those produced by percussive instruments particularly the xylophone. Ejaculations and stressed words in speech are affected, as well as those components of the spoken word known as “explosives”, when the particular type of microphone referred to is operated too near to its upper limit as it generally is in an endeavour to keep down background noise. It was manifest throughout the whole of the broadcast speech with which Mr. Ramsay MacDonald opened the election campaign in October, speaking from a private room at Covent Garden Opera House. Blasting is rarely allowed to pass in a normal recording but occasionally has to be overlooked in cinema news and topical items which cannot be repeated. This defect does not lend itself to illustration, but a good example (British Phototone record No. 3934) has been deposited with the Editor. There is more than a suspicion of blasting in Columbia 4254 (Frank Mullins “On with the Motley” (Pagliacci), but this is accentuated because it takes a first class instrument to do justice to this record. With electrical reproducers overloading or under biasing may produce effects that might be confused with blasting.
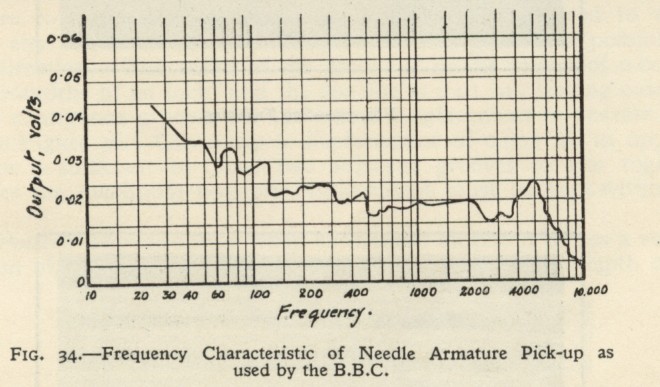
2. Bass Cut-off is described as being intentionally introduced in accord with a definite recording policy. Very low sounds, having a frequency below 30 cycles per second, are completely excluded. From 250 cycles to 30 cycles the cut off declines as shown in Figure 32. This is because to record them in their correct proportion requires a wider groove spacing than is economically permissible, owing to the reduction in playing time that it would involve. Incidentally it appears that recording companies take steps to restore the balance between treble and bass (at least to some extent) by suitably disposing the members of the orchestra in relation to the microphone and by augmenting the bass. Makers of gramophones actually introduce resonance into their instruments in order to “bring out the bass”. Electrical reproducers can be designed to compensate for the cut off; in fact most pick ups are given a rising inflexion in the bass as shown in Figure 34. Dr. McLachlan, whose name is well known in connection with the development of moving coil loudspeakers, has patented an electric filter network which, when interposed between pick up and the amplifier, compensates exactly for the intentional bass cut off. This extremely ingenious device has already been discussed in these columns (The Gramophone) by Mr. P. Wilson. (The Gramophone, February & March 1930, pp. 424, 471).
3. Granulation - If the wax blank has been kept in stock too long, or if its constitution is not exactly correct, the structure becomes granular and, as the surface of the record is a faithful reproduction of that of the wax, this micro unevenness of surface is imparted to the record and leads to excessive noise. A good example of this defect was provided recently among the records produced by a private recording studio in the West End.
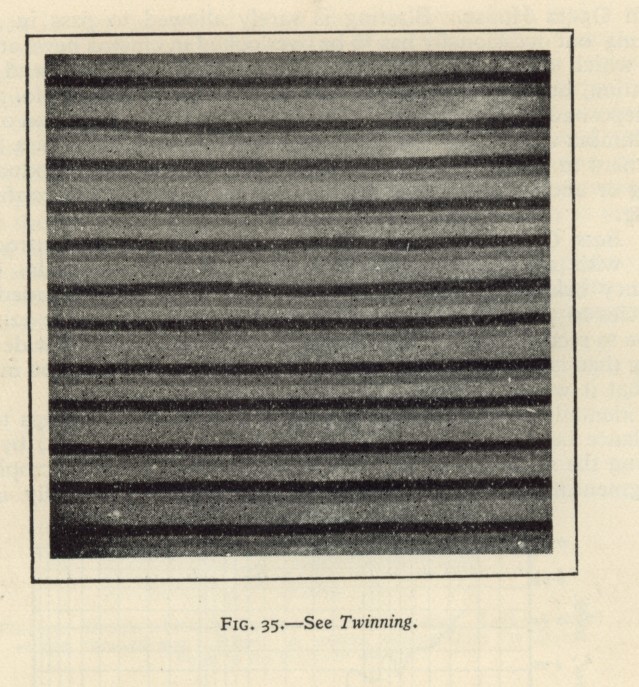
4. Twinning is a result of the faulty operation of the traversing gear carrying the wax blank when being recorded upon by the cutting tool. The grooves, instead of being uniformly spaced about 0.01 in. apart, are in pairs slightly less than 0.01 in. apart, the pairs being separated by a correspondingly greater distance as shown in Figure 35. Presumably the friction on the guides is excessive, causing a portion of the carriage to hold back, thus flexing the structure. The energy stored up in this manner supplements the force operating at the point of retardation, and is periodically expended in overcoming the friction. The rate at which the table carrying the wax moves along under the cutting stylus is thus non-uniform. This variation of the speed of translation of the wax has, of course, nothing to do with its rate of rotation. The explanation given here is confirmed by the fact that in one case where the trouble was experienced acutely, it was overcome, after every expedient had been tried without success (including dismantling and rebuilding the recording machine), by the substitution of a lubricating oil having a different viscosity from that recommended by the makers of the machine. Several cases of twin grooving have been found among Worldecho records, one of which is shown in Figure 35. The defect is of little consequence in itself but may lead to a breakdown of the partition between two contiguous grooves for reasons which will be explained later.
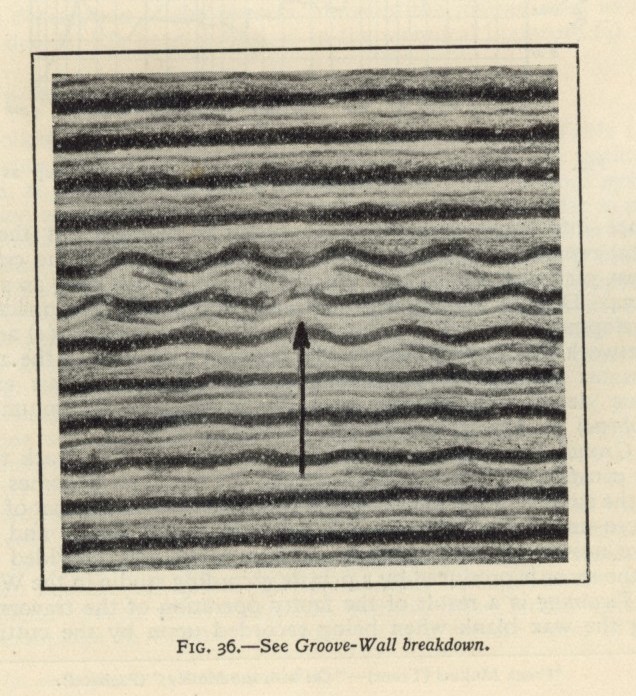
5. Groove wall Breakdown (also termed cut over) may be a constant nightmare to the recording engineer, but is seldom allowed to worry anybody else. A little exercise in simple arithmetic shows the possibilities in this direction. The width of the groove is in the region of 0.006 in. (six thousandths of an inch) and the spacing is 0.01 in., leaving 0.004 in. between contiguous grooves for the lateral displacement to operate in as shown in Figure 36. Obviously a displacement of 0.002 in. in opposite directions is sufficient to cause two adjacent grooves to run together. Therefore the maximum possible displacement must be kept within this limit.
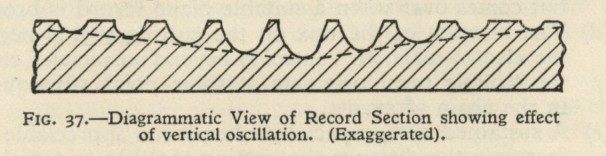
6. Pattern weaving occurs when extraneous vibration causes a vertical oscillation of the cutting tool. In these circumstances the depth of the groove varies in a periodic fashion, which naturally bears some time relation to other periodic factors, such as the rotation of the wax at 78 r.p.m. The consequence is that these two factors, working together, produce a “watered silk” effect which shows up well in reflected light but does not reproduce well in half tone. These vertical vibrations produce variations in the depth and width of the groove as shown in Figure 37. Now since the reproducing point (needle) possesses a different shape from the recording stylus, especially after the former has become worn so that it has a sort of chisel edge with sharp shoulders, when it drops down into a deeper groove these edges tend to cut into the track and thus reduce the life of the record as well as mar the quality of the reproduction.
7. Piano Whine is a term coined to describe that curiously irritating falling off in pitch of sustained notes that characterises all but the most recent piano recordings. Fortunately it is fast disappearing, although one can never be certain that it will not crop up again in the next batch of piano records, irrespective of origin or cost. This suggests that the actual cause is unknown to the recording engineer as indeed it is to the authors.
As some gramophiles are able to cultivate a tolerance for it, even to the extent of being unaware of its existence (see recent article by Sergei Rachmaninov – The Gramophone, April 1931, pp. 525-6), the following remarks (The Gramophone – May 1928 p. 500) by a member of the reviewing staff may be of interest :
“Before writing in detail on the piano records of this month, I want to make it clear to readers of this column that, in my opinion, the standard of recording piano music is not a very satisfactory one, due, no doubt, to the fact that the piano tone never is a lasting tone, but a pizzicato followed by a decrescendo, the recording whereof has met with greater difficulties than is the case with almost any other instrument. There is so much discoloration and unsteadiness of tone, so much “pang” or “meowing” in the resonance, that the trained ear has the greatest pain in translating these sounds into the familiar language of the piano. I therefore want it to be understood that, as a musician, I form my opinion on piano records in accepting the standard as it is without agreeing to it. The fine exceptions which now and again occur give us great hopes that the engineers ultimately will succeed in their uphill task of improvement.”
With a view of stimulating a discussion upon this important subject, through the medium of the Correspondence columns, some speculations are here set down for what they are worth.
- (a) The pitch of sustained notes occasionally appears to fall off, i.e., the frequency is less at the end of the note than at the beginning.
- (b) The reproducer has nothing to do with this phenomenon. This applies to both acoustical and electrical instruments. The trouble is on the record and will be reproduced by all machines, good and bad alike. Conversely, a piano record that does not manifest this defect cannot be made to do so by mal adjustment of the reproducer.
- (c) The phenomenon is never present in straight radio broadcast, but comes over when a suitable piano record is broadcast.
- (d) The reaction of the wax on the cutting tool is negligible and the electro magnetic control is beyond suspicion; consequently the trouble must originate at some point subsequent to this in the chain of events.
- (e) A sustained note, especially when it has appreciable amplitude,
increases the distance the cutting tool has to travel in a given time
(because of the excursions it has to make on either side of the mean line).
Consequently more energy is required to drive the wax past the tool. In
which case
- (i) The peripheral velocity of the face plate of the recording machine may be reduced. This is extremely improbable owing to the massive construction of the machine and the precautions taken to ensure even speed of rotation.
- (ii) The wax may slip on the face plate. This again is improbable.
- (iii) The wax blank, being stressed in torsion, may strain i.e., the upper face (or part of it) may twist relative to the lower face.
8. Minute Dents or depressions on the surface of a record, affecting two or three grooves, are usually due to the presence of small lumps of solder or other foreign matter between the copper eletro and the copper base on which it is mounted. Air locks are of rarer occurrence. The trouble is usually caused by carelessness in the backing operation, though the word carelessness can scarcely be applied to the personnel habitually engaged on this highly skilled and delicate process. Sometimes these pimples on the stamper do not become apparent till it has been set up in the press and a number of records run off. In this case a series of defective records are produced, each one of which is a little worse than its predecessor. Another sort of depression, usually larger and shallower than the foregoing, is caused by variation in the thickness of the stamper or by faulty bedding of the ring which holds the stamper down, or by stripped threads on the set screws holding the ring, any of which will allow the moulding stock to be forced into the gap between the holding down ring and the stamper, in which case it gets right under the latter. The presence of material between the stamper and the die, even though the former is over 1/8 in. thick, quickly becomes apparent on the surface and leads to faulty records.
9. Pimples are the inverse of the above and may be due to a variety of causes. A piece of bad stock or impurity in the stock will often cause a slight dent to be made in the stamper which is reproduced as a pimple in subsequent records. When such a pimple hits the needle the sound box is jerked upwards and falls again on to the record on the remote side, and this effect is cumulative unless the pimple is worn down. The noise produced by a pimple is similar to that produced by a dent. Imperfect mixing or grinding of the stock or impurities in it may also give rise to pimples.
10. Lack of Definition may be caused by erosion of the metal face of the stamper, due for example to too many impressions having been made therefrom. Upwards of 2,000 records can be produced from a good stamper before any change is discernible. Besides erosion, actual bending of the groove walls takes place, especially at the outer edges where the pressure tends to build up and where, owing to the larger curvature, the wall is not so resistant to lateral pressures. Stampers in this condition, with some of the walls in an almost uncut state, naturally produce a high percentage of pull out records (see 15, in summary). Such stampers also give records with increased scratch reproduction as the needle does not fit the groove but wears it down on one side only and in some cases tears up the track.
11. Hot and Cold Pressings , too, give rise to records which lack definition, especially in the second case, when the die is not hot enough to flux the material sufficiently, so that the record is not properly formed. In this case actual distortion sometimes occurs in the reproduction. On the other hand, if the die is too hot, the record emerges with a sort of wavy sheen on the surface. If the stock when transferred from the hot plate to the die is too cold, the record appears with irregular brownish stains on the surface. The temperature of ejection is also important. If the record is cooled too much under pressure, it is apt to crack, due to internal stresses on ejection (cf. No. 20).
These faults, though not uncommon in a factory where the presses are not automatically controlled, are so easily detected by the eye that it is rare for records bearing these types of defect to reach the consumer.
12. Abrasive Surface - A school of thought exists which maintains that it is better for the record to wear down the needle point than for the latter to wear the record. Let us consider the consequences when this view is pushed to extremes. The area of contact of a needle resting in the bottom of a groove at the beginning of a record is presumably practically circular and the pressure is very high many tons per square inch. By virtue of these two facts the needle is able to follow the highly convoluted sinuosities of a high frequency note, aided as it is by length of the wave of the note on the record due to the greater speed at the periphery. Now when the needle begins to reach the end of a very abrasive record the area of contact is much larger, due to erosion and is no longer circular but oval. The pressure therefore has decreased to a few tons per square inch. The wave length on the record of a note of similar (high) frequency to one at the beginning has progressively decreased, due to decreased linear speed, till at the centre it is only about one third of what it was at the commencement of a 10in. record; in other words, the sinuosities are packed about three times as tightly together. If the shape of the wave were a sine curve of say 5000 cycles, the needle, because its flattened point is now longer than the length of the half wave on the record, cannot follow the groove and consequently it rides up and down and its lateral motion, not being sinusoidal, introduces harmonics. The pressure per square inch which forces the needle closely to follow the groove is decreased as already pointed out and this aids eccentricity of movement. The phenomena which have just been discussed lead to attenuation, especially of high notes, as the amplitude of the moving needle is less than the amplitude of the recorded wave. In a measured case this attenuation amounted to 4db. for a frequency of 5000 cycles. Some of the Dominion records were very bad in this respect. It was necessary to use two and sometimes three new needles for each of the first six or seven playings of a given record. As the Dominion Company changed the formula of their record many times, this trouble only occurred in certain cases. The difficulty may obviously be considerably decreased (but not cured) by recording from the inside outwards as is done with talking picture records and as Berliner mentioned in his original patent specification of 1888.
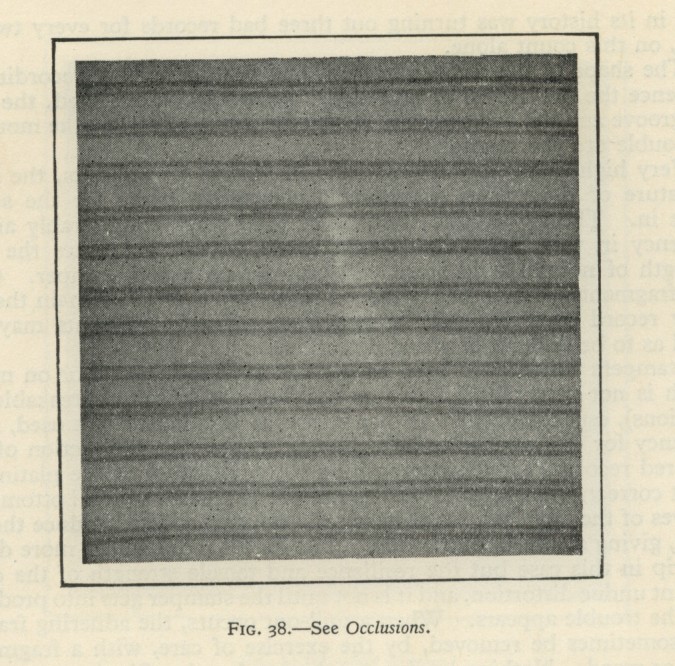
13. Occlusions in the plastic moulding stock vary in nature and degree. It is more appropriate to comment upon the freedom of commercial records from this defect than upon the rare occasions when they are found. In most cases they have no effect whatever upon the correct functioning of the record, but there is always the possibility that they may be picked out by the reproducing point, causing a cavity that completely ruins the record. Figure 38 shows a typical case and, although thousands of records may be scrutinised without finding a speck, it may so happen that a whole batch is affected.
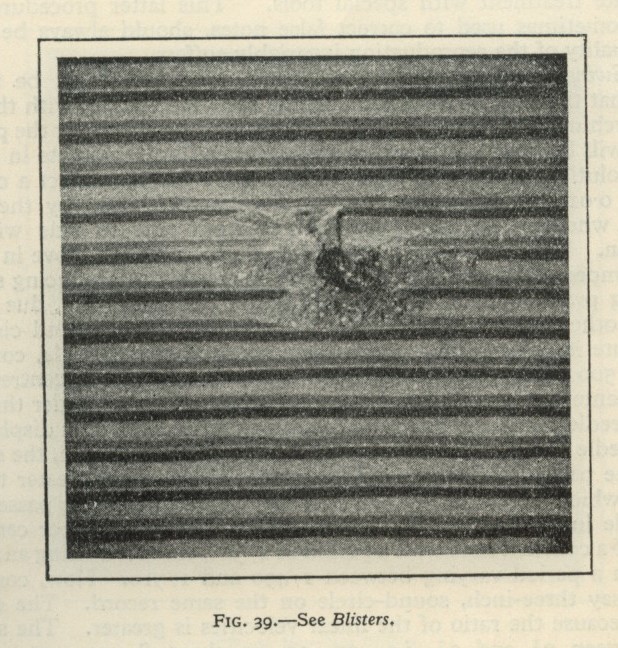
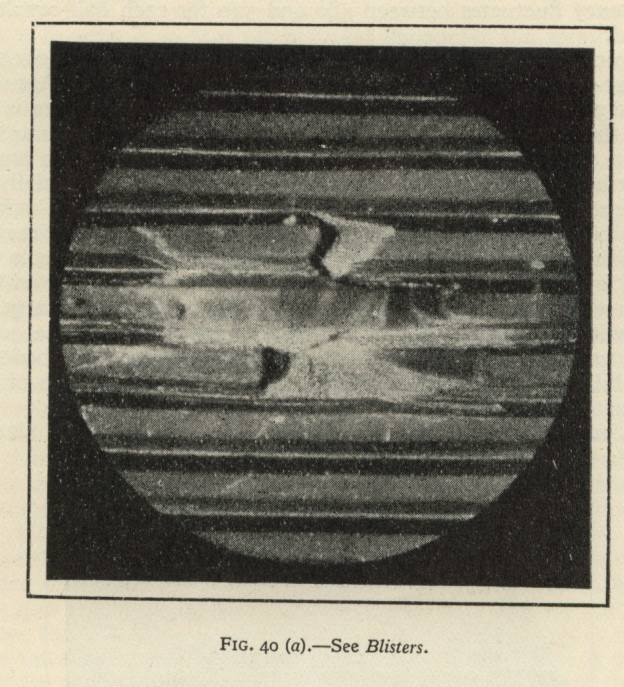
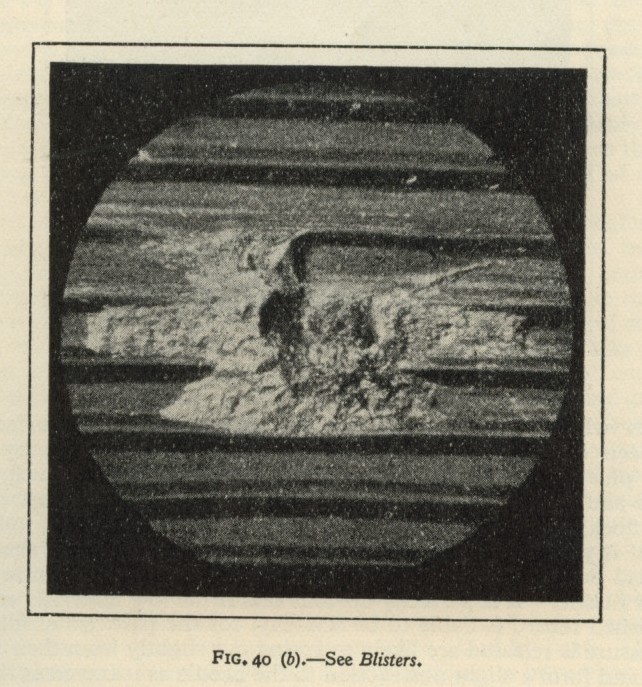
14. Blisters are due to the liberation of gas, usually water vapour, during manufacture. The generation of vapour is a normal consequence of the heat treatment of many thermoplastic compositions, and care has to be taken to prevent it from affecting the product in any way. Occasionally the gas pressure may rise, by chance at a point where the moulding stock is not well mixed. One record of a popular cheap make offered over the counter in Bloomsbury a few weeks ago had an eruption as large as a threepenny piece on its playing surface. Unfortunately it could not be secured for this review, but the one illustrated in Figures 39 and 40 is now in the Editor's hands. The comparison made in Figures 40 (a) and (b) is singularly fortunate since it shows what happens when the needle passes over such a blister for the first time.
15. Pull outs - Of all the evils to which records are heir, those known as “pull outs” probably surpass any other two put together for malignancy. A pull-out signifies that the disc is not quite complete, a portion of the stock having adhered to the stamper usually a tiny fragment at the bottom of a groove. Pull-outs can occur for a variety of reasons or for no apparent reason whatsoever. A large factory in England at one time in its history was turning out three bad records for every two good ones, on this count alone.

The shape of the recording stylus and the methods of recording both influence the prevalence of pull outs. As would be expected, the deeper the groove and the narrower the angle of the cutting stylus, the more liable to trouble are the records.
Very high notes also heighten the likelihood of pull outs, the sudden curvature of the groove providing a convenient niche for the stock to lodge in. The low tensile strength of solid stock considerably aids any tendency in this direction, though materials with ten times the tensile strength of normal solid stock will pull out on a bad stamper. Once a tiny fragment becomes firmly lodged in a groove, it will remain there and every record produced will be imperfect. These fragments may be so small as to be difficult of visual detection.
Stampers which have been used on very hard material or on material which is not very plastic (such as some of the newer unbreakable compositions), especially where higher pressures than normal are used, show a tendency for the grooves to bend outwards after the production of a few hundred records. If the composition or temperature of the plating bath is not correct, microscopic bubbles may be produced in the bottom of the grooves of the matrices. Adhesive solid impurities also produce the same effect, giving a cave like structure. The matrices are a little more difficult to strip in this case but the resilience and tensile strength of the copper prevent undue distortion, and it is not until the stamper gets into production that the trouble appears. When a pull out occurs, the adhering fragment may sometimes be removed, by the exercise of care, with a fragment of bone or wood. Nothing harder may be employed. Obstinate cases have to be treated with methylated spirit and persistent cases sometimes yield to delicate treatment with special tools. This latter procedure, which is also sometimes used to correct false notes, should always be avoided as the quality of the reproduction invariably suffers.
16. Swingers - In record manufacture great care must be taken to ensure that the hole in the middle of the record coincides with the centre of the Archimedian spiral formed by the recording grooves, or the produced records will be what are known as swingers and will fluctuate in pitch on each revolution of the turntable. The human ear can detect a centering error of 0.01 in. A swinger can readily be recognised by the eye by noticing whether the sound box sways from side to side with each revolution. The most harmful swingers are those which move in jerks.
A stamper, itself perfectly concentric, is capable of producing swingers if, during production, it slips slightly under the centre pin, due to wear or some other cause. The smaller the diameter of the sound circle, the more acute is the trouble. Consider a six inch sound circle, containing a note of 500 p.p.s., on a record which is one eighth inch off centre With correct centering 500 sinousities per second would pass under the reproducing needle point, but owing to the fact that the maximum displacement of the needle during a rotation of 180 degrees is quarter inch, the speed at which one part of the record passes under the needle is greater than the speed at which the corresponding part diametrically opposite passes under the needle in the ratio of 6 1/8, 5 7/8,or 49, 47, i.e., about 4 per cent. So, instead of a constant note with a period of 1 /500, there is a rising and falling note with a period varying between 1/490 and 1/510. Now, consider a smaller, say three inch, sound circle on the same record. The effect is greater because the ratio of the linear velocities is greater. The swing is now between 3 1/8 and 2 7/8., i.e., 25, 23, or about 8 per cent., so that the frequency fluctuates between 480 and 520 for each half revolution of the record.
A musical ear can detect variations of pitch of 1 per cent. over a fairly wide range 2 per cent. begins to mar the reproduction. Assume that at the end of a record the distance of the needle from the centre is 1 1/2 inch and that the record is 0.01 inch off-centre; then the velocity ratio is 1.51 to 1.49, or about 2 1/2 per cent In other words, the maximum amount of swing permissible on a record is .01 in. as already stated, especially if fibre needles are employed, which seem to accentuate this form of defect.
Some people hold the extraordinary view that solid stock records are better with an oversized central hole because centering errors can be corrected by watching the sound box while the needle traverses the first groove or two and then, if swaying occurs, giving the record a gentle tap inwards with the finger nail just as the sound box reaches the outermost point in its swing. However effective this may be with a really bad swinger, the possibility of correcting a centering error of one hundredth of an inch by this method is so remote as to be an impossibility. (Not a problem with light-weight pickups now – RJB).
17. Surface Noise is due in some measure to the finite size of the particles which constitute the record. Other causes of surface noise have been discussed above. The plastic material is made by mixing shellac plus other natural or synthetic gums with a filler such as slate powder and a colouring agent, e.g., carbon black, and a toughener like cotton flock, on horizontal steam heated mixing mills. After rolling, the material is ground to 200 mesh and then either remixed and sheeted out or spread on paper discs to make laminated records on a centre core of cheaper plastic. It is perfectly obvious that if the raw materials are coarse the finished record is liable to be scratchy, for the particles of filler when the pressure is released are likely to spring out slightly from their resinous matrix and form a slight obstruction to the needle as it traverses the track.
The knock which the particle gives the needle, and which is reproduced as scratch, loosens it so that on the next encounter the scratch is worse till finally the particle is knocked into the bottom of the groove, there to cause more annoyance. Experience has shown that particles smaller in diameter than 0.007 in. do not give much trouble in this respect. The cotton flock employed gives rise to a similar series of troubles, and at least one of the largest companies now uses none at all. Shellac on exposure to air increases in weight by oxidation. When records are not carefully made for example for the sake of economy the temperature range may be cut down during pressing alteration can occur on the surface due to two causes. Firstly, the shellac in oxidising increases slightly in volume and has a tendency to push up the cotton flock into minute ridges all over the face of the record, and secondly, if the cooling under pressure (which permits only two dimensional contraction) is insufficient, on removal the record will suffer three dimensional shrinkage, thus diminishing its lustre, the dullness being due to irregular movements of the surface in the vertical plane causing roughness and needle scratch. Examination of very cheap records sold in multiple shops and comparison with expensive ones will quickly demonstrate these points. In passing it should be noted that this is a fault quite distinct from record wear (which is usually selective for certain notes) though a rough surface will obviously accentuate this trouble.
18. Uneven thickness – With certain types of record press, the back or neck of the press is apt to become stretched in the course of time, and the upper and lower platens cease to be parallel. This is especially true of certain types of American press. Apart from the strain on the stampers, which are then more easily stretched, the produced record is seldom of uniform thickness. Now the ordinary gramophone needle is seldom as sharp as the recording stylus, and therefore rarely reaches to the bottom of the groove. Consequently two chisel faces are worn on the needle, which owing to its slope and the sinuosities of the groove, presents first one cutting edge then the other to alternate sides of the track. The needle then rides up and down on the grooves, and this movement may be accentuated by variation in thickness of the record. Incidentally, this is the reason that a new needle should be used for every record, as the chisel edge worn by the final grooves would not fit the initial ones of another, or even the same, record.
19. Label Errors - Strange though it may seem, the labelling of a record presents a number of problems for the manufacturer, but, with one exception, these are of little consequence to the ordinary gramophile. The exception is incorrect titling, which, in most cases, is due to confusing the two sides of one record. The trouble is too obvious to need stressing.
20. Cracks and Crevices Records sometimes develop cracks without apparent reason. Broadly speaking, these are of two types, the commoner being radial cracks starting as a hair line at the edge of one face and gradually extending towards the centre and sometimes to the other face. Less frequently the crack appears as a crescent shaped flaw on the playing surface. Both types give rise to the familiar click as the flaw passes under the needle. These cracks are due to static stresses set up in the material during manufacture. The actual cause is most likely to be faulty temperature control. As they develop some time after manufacture the loss generally has to be sustained by the purchaser, which is not as it should be. It would be interesting to hear what the leading manufacturers have to say about it.
21. Buckling - This defect is included for the sake of completeness. Fortunately it can be remedied by gentle pressure, aided by heat. The cause may be the same as in 20 above, but is far more likely to be careless storage.